13018353500
18696653500

企業名稱:重慶豐冀寶源機電有限公司
聯系人:李先生
電話:023-67327318
手機:13018353500/18696653500
郵箱:506017950@qq.com
網址:truelove0106.cn
地址:重慶市九龍坡區高新機電市場C3區-18號
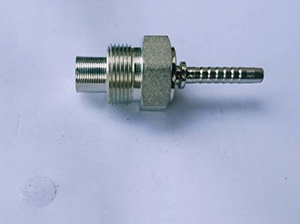
一、卡套式管接頭的安裝
(一)預裝
①卡套式管接頭的預裝的最重要的環節,直接影響到密封的可靠性。一般需求專用的預器。管徑小的接頭可以在臺鉗上進行預裝。具體做法是,用一個接頭作為母體,將螺母、卡套壓緊到管子上可。主要有卡套式直通管接頭、卡套式端直通接通頭、卡套式三通管接頭等型式。筆者發現,即使是同一廠家一批貨,這幾種接頭體上錐形孔的深度往往不相同,成果就形成了走漏,而此問題往往被忽視。正確的做法是,管子一端用什么樣的接頭體銜接,對應的銜接端則用相同類型的接頭預裝,這樣能最大極限地防止出現走漏問題。
②管子端面應平齊。管子鋸斷后應在砂輪等東西上打磨平齊,并且去除毛刺,清洗并用高壓空氣吹凈后再運用。
③預裝時,應盡量保持管子與接頭體的同軸度,若管子偏斜過大也會形成密封失效。
④預裝力不宜太大使卡套的內刃剛好嵌入管子外壁,卡套不該有明顯變形。在進行管路銜接時,再按規定的擰緊力安裝。ф6-1卡套的擰緊力為64-1 15n、16фmmr 259n、ф18mm的為450n。如果在預裝時卡套變形嚴峻,會失去密封效果。
(二).制止參加密封膠等填料。有人為了獲得更好密封效果,在卡套上涂上密封膠,成果密封膠被沖入液壓體系中,形成液壓元件陰尼孔阻塞等故障。
(三).銜接管路時,應使管子有滿足的變形余量,防止使管子遭到拉伸力。
(四).銜接管路時,應防止使其遭到側向力,側向力過大會形成密封不嚴。
(五).銜接管路時,應一次性好,防止多次拆開,否則也會使密封功能變差。卡套式管接頭安裝
(1)按要求對需求酸洗的管子應先酸洗處理;
(2)按需求長度用鋸床或專用切管機等機具堵截管子,絕對不允許用溶斷(如火焰切開)或砂輪切開;除去管端表里圓毛刺、金屬切屑及污垢;除去管接頭的防銹劑及污垢;一起還要確保管子圓度;
(3)將螺母、卡套先后套入管子,卡套前端刃口(小徑端)距管子口至少3mm,然后將管子刺進接頭體內錐孔,頂到為止;
(4)慢慢擰緊螺母,一起滾動管子直至不動時,再擰緊螺母2/3~4/3圈;
(5)拆開查看卡套是否已切入管子,方位是否正確。卡套不允許有軸向移動,可稍有滾動;(6)查看合格后從頭旋緊螺母。
二、管接頭處走漏的防備
在液壓體系中,無論是金屬管接頭,還是軟管接頭,都存在簡單發生走漏的問題。關于卡套式管接頭,大多因管道遭到較大的外力或沖擊力,使卡套松動或管端面變形而形成走漏,此刻應查看卡套是否失圓、刃口有無殘缺、管端是否無缺以及卡套螺母的壓緊程度等,一起還要消除管道外力。關于擴口式管接頭,大多因擴口過度,質量不合要求或多次拆開,致使擴口變形或裂紋等形成走漏,此刻可將前端截去從頭進行擴口。如果運用公母錐頂壓進行密封,其走漏大多是由于兩錐面有損害,可用研磨砂對錐面進行研磨。 在一些用“о”形圈靠端面或外徑密封的場合,其走漏原因有以下幾種:“о”形圈老化或變形而形成走漏;“о”形圈安裝不到位,使兩平面銜接時壓不平或“о”形圈被切開形成走漏;“о”形圈未壓實,彈性變形量不足而形成走漏;“о”形圈止口槽過深而形成走漏。對此,需從頭選擇外徑相同和截面較粗的“о”形圈,也可將帶有止口槽的密封平面進行切削或磨削加工,以減小止口槽深度,使“о”形圈有滿足的彈性變形量(緊縮量一般應在0.35-0.65mm之間)。關于選用耐油膠板、羊毛氈、軟鋼紙板、組合密封墊圈或密封膠的管接頭處走漏,無論是何材質,首先應查看其密封件有無破損,變形、老化和粗糙度過大等情況,然后采取相應的辦法。
三、液壓油管接頭的安裝注意事項
(1)油管在移動或靜止中,均不能過度彎曲,也不能在根部彎曲,至少要在其直徑的1.5倍處開始彎曲;
(2)油管移動到極點方位時不得拉得太緊,應比較松弛;
(3)盡量防止油管的扭轉變形;
(4)油管盡可能遠離熱輻射構件,必要時裝隔熱板;
(5)應防止油管外部損害,如運用中同構件表面的長期沖突等;
(6)若油管自重引起過分變形時,應有支托件。
電話:18696653500/13018353500
地址:重慶市九龍坡區高新機電市場C3區-18號

 在線咨詢
在線咨詢